Springback In Bending Of Sheet Metals And Plates
Accounting For Springback In Sheet Metal Bending
Spring Back Sheetmetal Me

6 Spring Back In Bending Of Sheets And Plates Bending Deformation Engineering

Springback Calculator Beta Can Predicts The Amount Of Springback

Sheet Metal 04 Bend Allowance Spring Back Youtube
Press Brake Bending A Deep Dive Into Springback
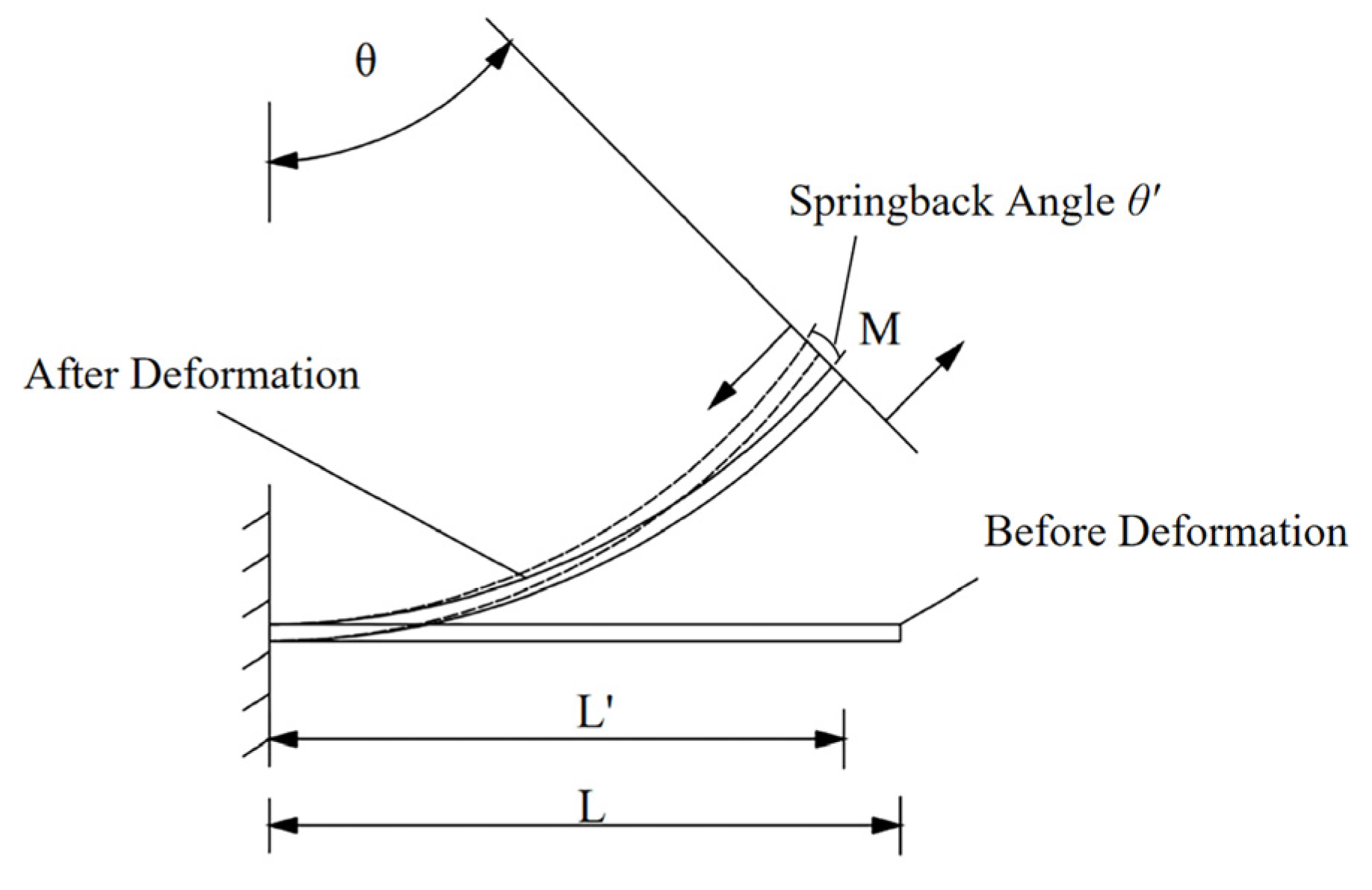
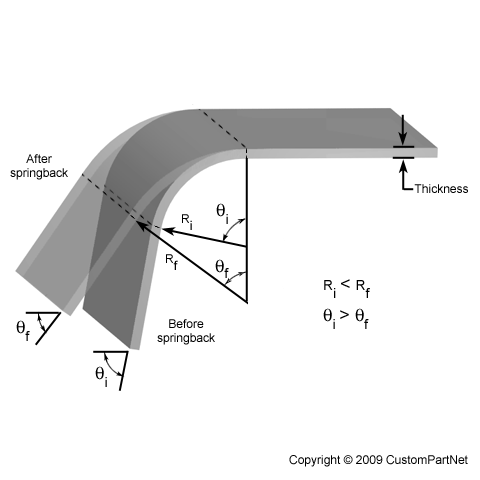
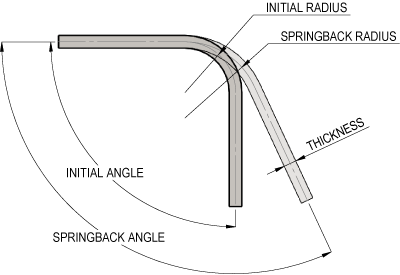
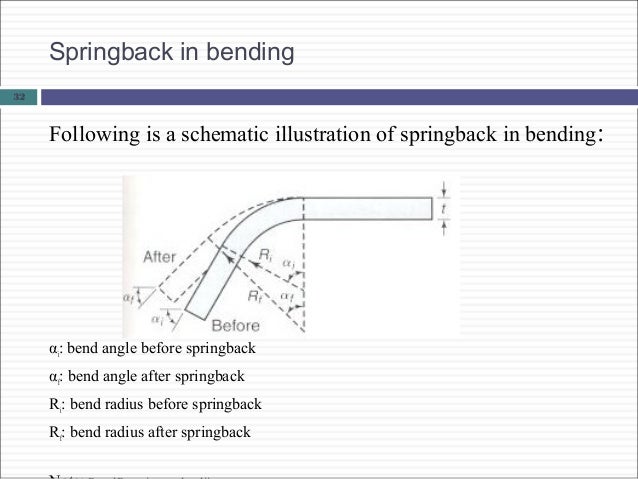
After a bending operation residual stresses will cause the sheet metal to spring back slightly.
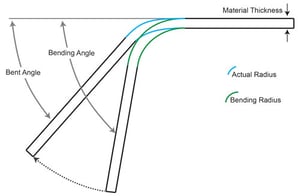
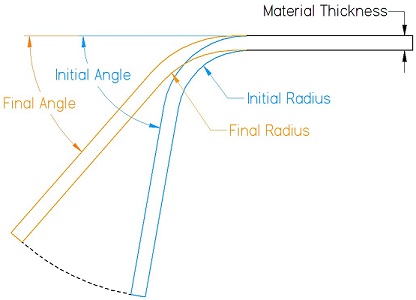
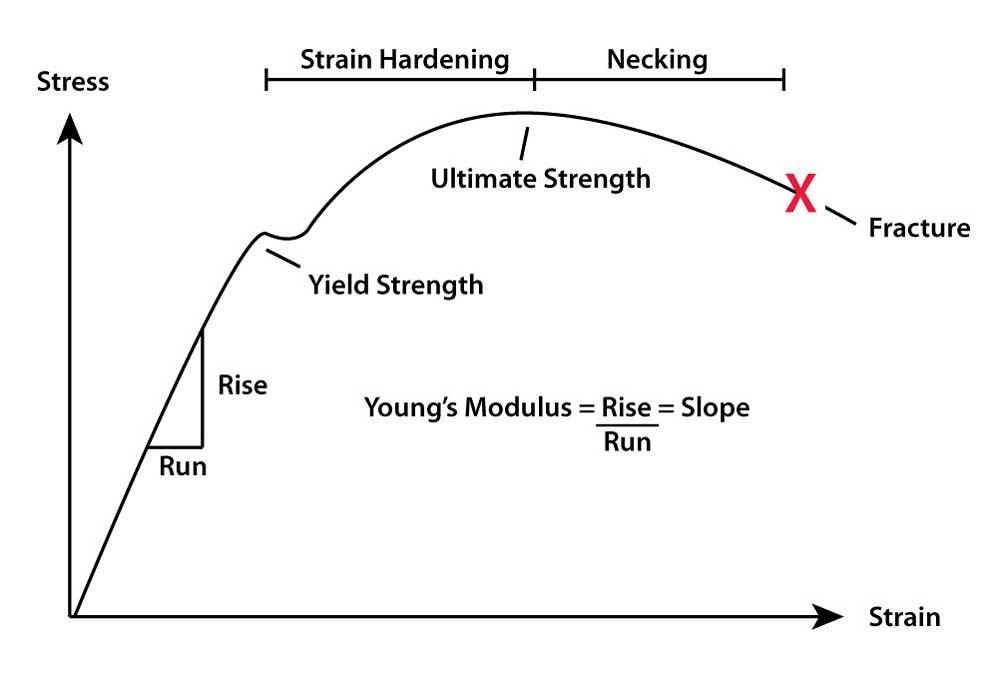
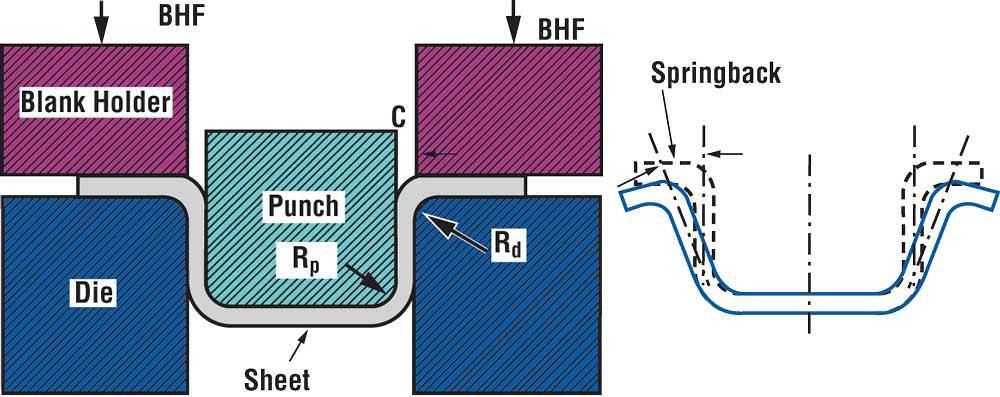
Springback in bending of sheet metals and plates. It can be can be understood by looking at a material s stress stain curve discussed in the module on tensile testing which characterizes the behavior of metal under applied force. While sheet metal gauges run from 0 005 to 0 249 inch thick aluminum and steel plate thicknesses start at 0 250 in. The springback can be reduced by the way that the deformation of plate exceeds the theoretical deformation degree. A depiction of springback in a simple bend can be seen in figure 1.
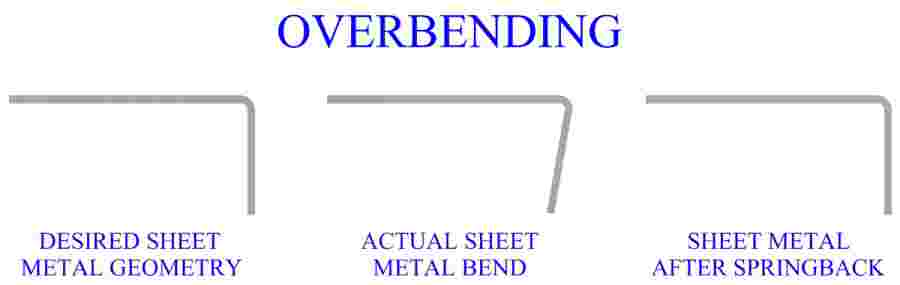
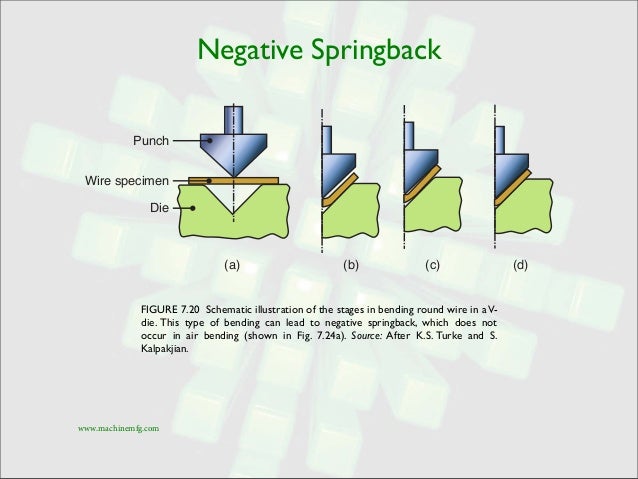
This distortion is termed springback. In bending production the deformation angle and radius of sheet metal will be increased due to elastic recovery. Due to this elastic recovery it is necessary to over bend the sheet a precise amount to acheive the desired bend radius and bend angle. Bending is one of the most common sheet metal fabrication operations.
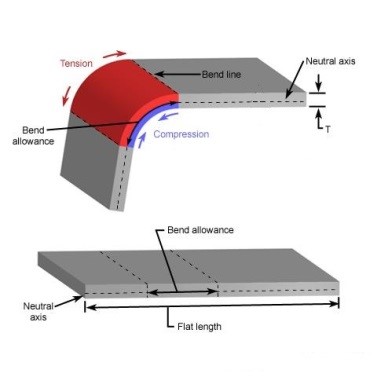
The formation of sheet metal requires elastic plastic bending and stretching of the metal which contributes to springback. The force must exceed the material s yield strength to achieve a plastic deformation. Sheet metal bending bending of sheet metal is a common and vital process in manufacturing industry. Sheet metal bending is the plastic deformation of the work over an axis creating a change in the part s geometry.
2 the stainless steel sheet has a strong rebound tendency compared with carbon steel when bending. The curved line in the air forming zone shows how springback changes at different bend angles. This springback and inside radius calculator estimates the amount of angular change and the relaxing of bend radius that occurs when metal is bent and released from pressure when the proportional limits of a specific material are reached or exceeded the material remains bent figure one. Figure 3 coining bottom bending and air forming affect stressstrain properties differently.
In bottoming and coining bending methods that usually produce 90 degree bend angles the line curves to the right of the vertical axis showing how the metal springs forward to conform to the die angle. Likewise plate steel varies in strengths from mild varieties to some very high strength materials such as hardox. Springback is inherent in sheet metal forming. Also known as press braking flanging die bending folding and edging this method is used to deform a material to an angular shape.
Springback is known as the reaction when this metal is bent and causes complications when forming the metal into objects such as seams. This is done through the application of force on a workpiece. Bending is one of the most frequent actions done to metal in press brake operation. When it comes to very thick or high tensile strength material.
Bend Allowance And Springback In Air Bending

Bending Basics The Hows And Whys Of Springback And Springforward
Sheet Metal Forming
Springback Calculator
Sheet Metal Bending

Sheet Metal Forming Process Chapter 7 Ppt Download
Class Sheet Metal Processes
Pdf Effect Of Die And Punch Radius On Springback Of Stainless Steel Sheet Metal In The Air V Die Bending Process

6 Spring Back In Bending Of Sheets And Plates

Table 5 3 From Sheet Metal Forming Analyses With Spring Backdeformation On U Bends In Isotropic Plates Semantic Scholar

Chapter 16 Sheet Metal Forming Processes Sheet Metal Parts A B Figure 16 1 Examples Of Sheet Metal Parts A Die Formed And Cut Stamped Parts B Ppt Download

Pdf An Overview Of The Impacts Of Material Parameters On Springback

Pdf Study On Effects Of Spring Back On Sheet Metal Bending Using Simulation Methods
Bending Thick Steel Plate The Chicago Curve

Spring Back Compensation Tube Bending Sheet Metal Steel Metal Spring Angle Text Steel Png Pngwing

Analyzing The K Factor In Sheet Metal Bending
Pdf Springback Reduction In Sheet Metal Bending Process
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcstma L Bevhbpa F H4vb51how0nqlosgwjjyoazxvd4kwtdb7 Usqp Cau
Solved 2 Describe The Cause Of Anisotropy In The Sheet M Chegg Com

Harsle Blog Sheet Metal Forming Bending
R D Update Springback In Stamping Part I

Spring Back And Spring Go Behaviors In Bending Of Thick Plates Of High Strength Steel At Elevated Temperature Sciencedirect
Https Www Mdpi Com 2075 4701 7 9 380 Pdf

Illustration Of Sheet Metal Forming Before Spring Back Compensation Download Scientific Diagram

Pdf Bending Force And Spring Back In V Die Bending Of Perforated Sheet Metal Components
Pdf A Study On Spring Back In U Draw Bending Of Dp350 High Strength Steel Sheets Based On Combined Isotropic And Kinematic Hardening Laws

Pdf Study The Effects Of Spring Back On Sheet Metal Bending Using Mathematical Methods

Pdf Springback And Residual Stresses After Stretch Bending Of Workhardening Sheet Metal

Pdf Springback Analysis Of Sheet Metal Laminates After U Bending

How To Compensate For Springback When Bending High Strength Steel Youtube

Study The Effects Of Spring Back On Sheet Metal Bending Using Mathematical Methods Semantic Scholar

Stability Of A Suppression Method Of Dent And Spring Back In Zigzag Bending Of Sheet Metal Plate Scientific Net
Pdf Analytical Prediction Of Springback Based On Residual Differential Strain During Sheet Metal Bending

Schematic Illustrations Of U Bending With Bottom Pushing Up Download Scientific Diagram

Stainless Steel Bending Key Point Springback Analysis Machinemfg
Https Www Mdpi Com 2075 4701 10 6 780 Pdf

Experimental Investigation Of Large Radius Air Bending Request Pdf

Why My Abaqus Model For Springback Is Like This Image Attached

Minimum Versus Recommended Inside Bend Radius

Pdf Effect Of Die And Punch Radius On Springback Of Stainless Steel Sheet Metal In The Air V Die Bending Process Semantic Scholar
Sheet Metal Forming Processes
