Springback Phenomenon In Sheet Metal Forming
Press Brake Bending A Deep Dive Into Springback
Spring Back Sheetmetal Me
Mitigating The Springback Effect In Sheet Metal Forming
R D Update Springback In Stamping Part I

Springback Calculator Beta Can Predicts The Amount Of Springback
Https Www Mdpi Com 2673 3161 1 2 7 Pdf

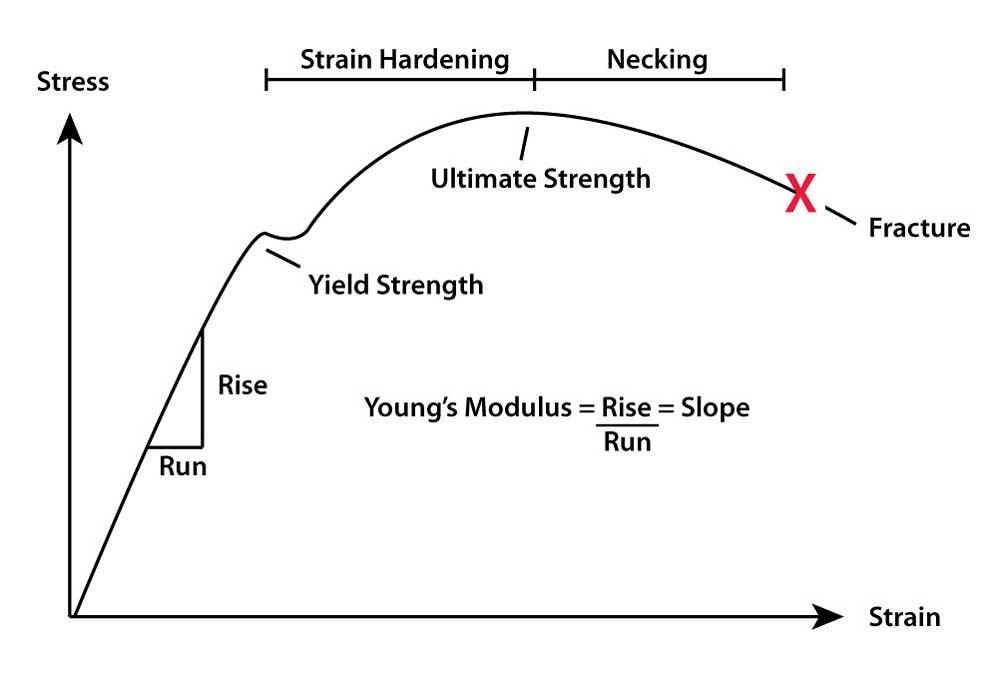
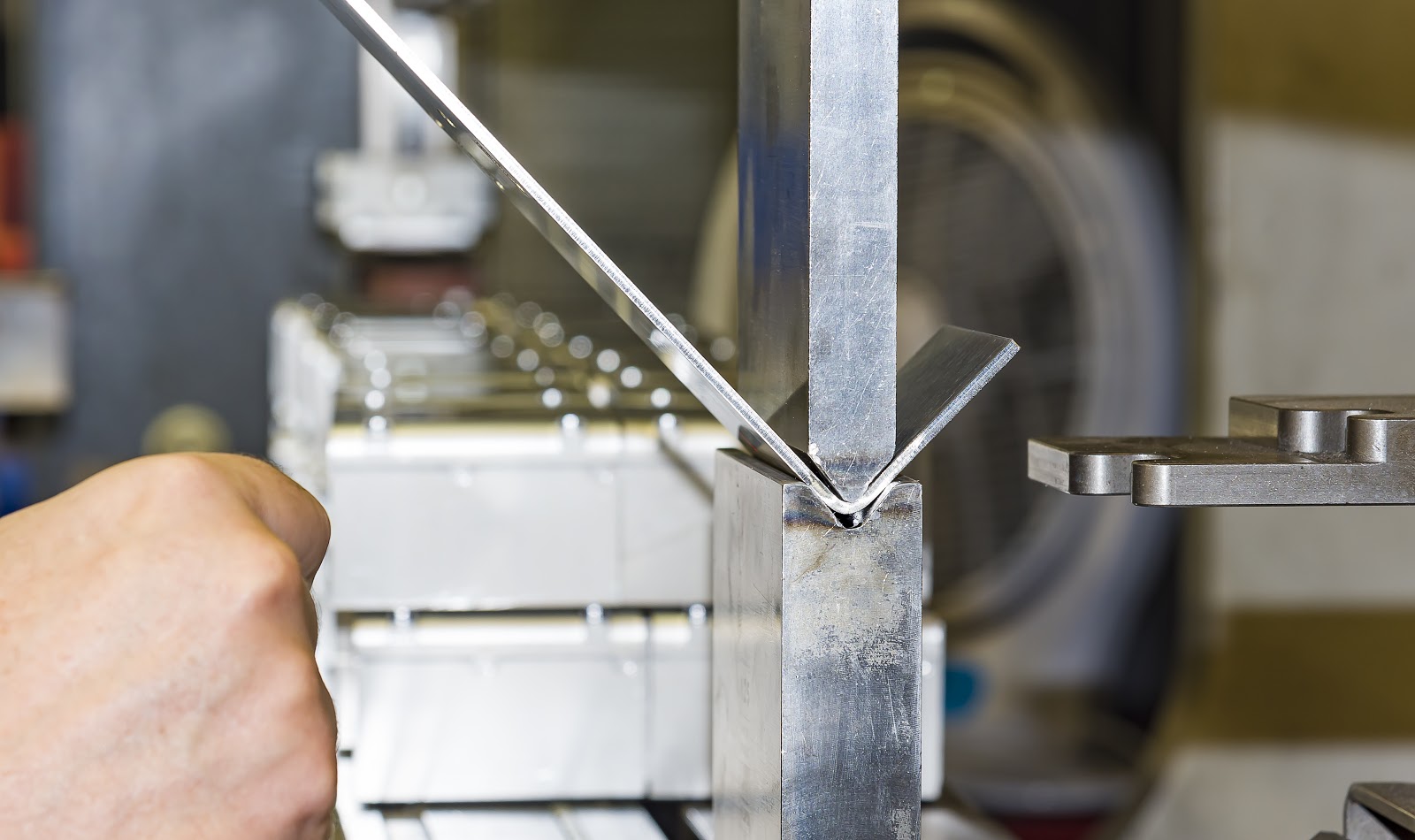
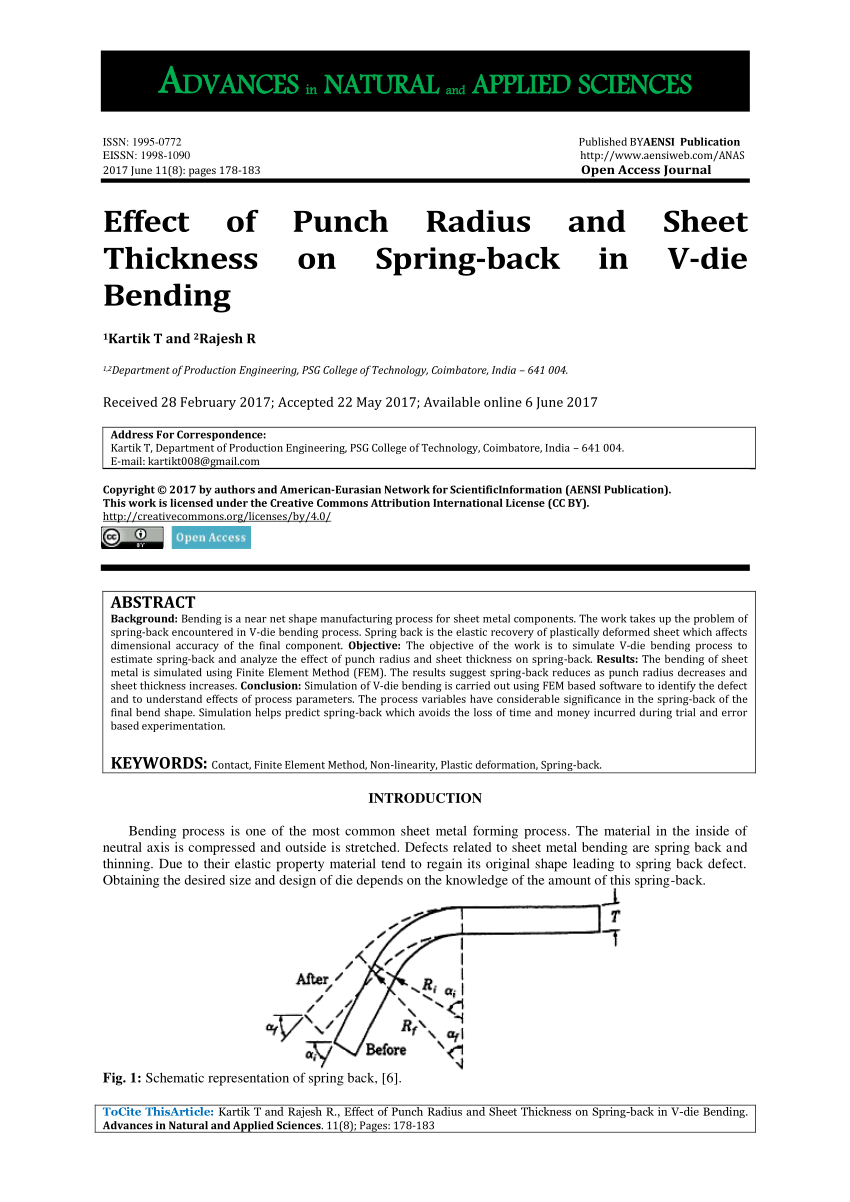
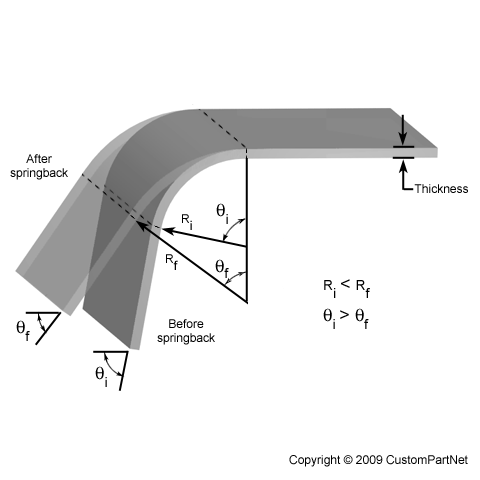
Due to this elastic recovery it is necessary to over bend the sheet a precise amount to acheive the desired bend radius and bend angle.
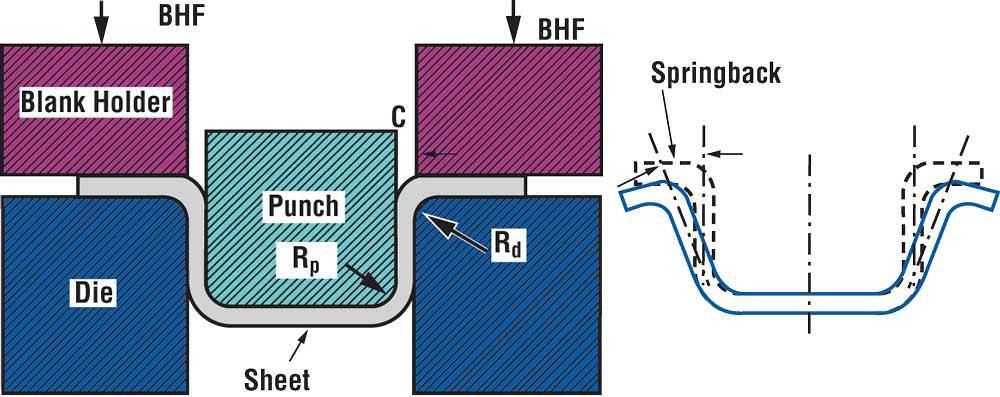
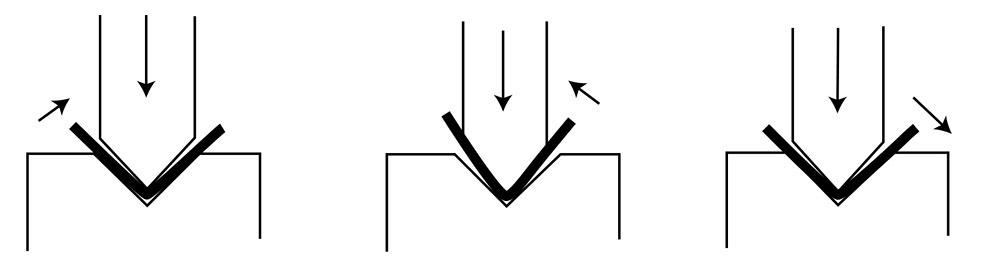
Springback phenomenon in sheet metal forming. During air forming the workpiece springs back slightly when released from pressure as it attempts to return to its original shape. Springback is the geometric change made to a part at the end of the forming process when the part has been released from the forces of the forming tool. The device is a die tool and roller that rotates relative to the die during and or. The air forming zone shows that when the press brake exerts pressure on the sheet the metal begins to bend.
This phenomenon is known as springback when applied to angle change and as the springback factor sf applied to the radius. Introduction the sheet metal forming process involves a combination of elastic plastic bending and stretch deformation of the workpiece. Die design optimization on sheet metal forming with considering the phenomenon of springback to improve product quality article pdf available in matec web of conferences 154 7 01105 january. The springback value will directly affect the geometric precision of the workpiece which is also a forming defect that is difficult to overcome in the technique.
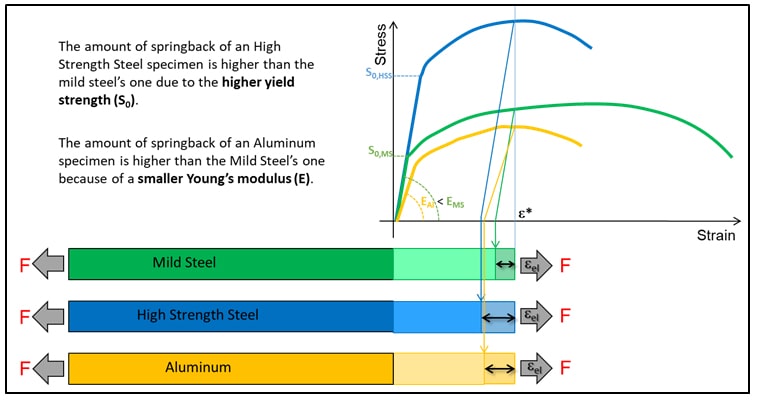
Spring back sheet metal forming 1. The inside radius also relaxes getting larger which in turn affects the numbers for bend allowance ba outside setback ossb and bend deduction bd. Bending springback calculator after a bending operation residual stresses will cause the sheet metal to spring back slightly. The amount of springback that occurs is a property of the material and radius.
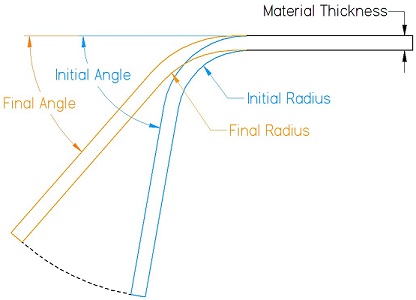
Springback is the deformation that will inevitably occur after the sheet metal is formed and the forming part is removed from the mold which will affect the final shape of the part. Springback is a common phenomenon that occurs in sheet metal forming when metal is bent but then springs partially back toward its original shape thus requiring corrections to be made. Springback and forming method. Obtained in a numerical simulation of springback is essential for the product designers and die makers.
Upon completion of sheet metal forming deep drawn and stretch drawn parts spring back and thereby affect the dimensional accuracy of a finished part. This sheet metal forming device and process reduces or eliminates springback. This thesis deals with the improvement of numerical prediction of the springback phenomenon in sheet metal forming. Springback is inherent in sheet metal forming.
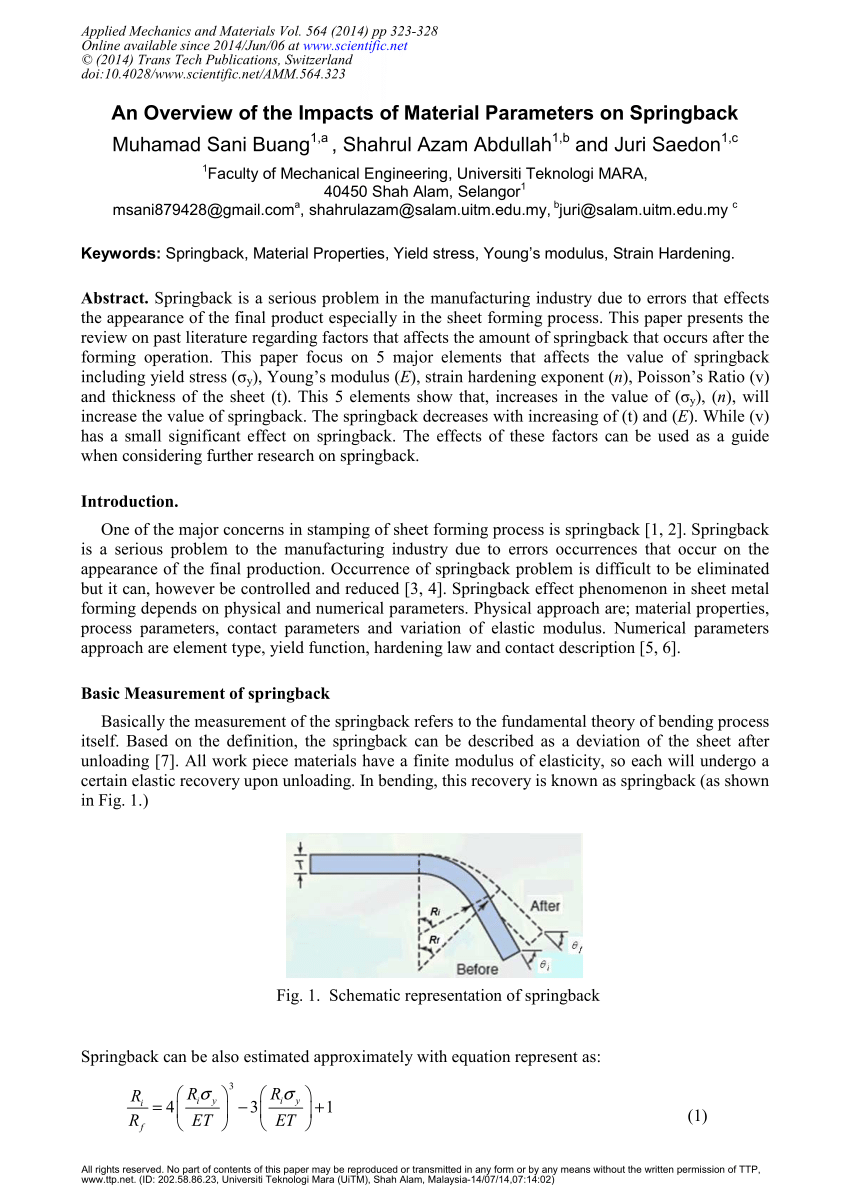
A depiction of springback in a simple bend can be seen in figure 1. At the end of the forming process when the part has been released from the forces of the forming tool there is a distortion in the shape and dimension of the formed part. This distortion is termed springback.
Influences Of The Binder Force On Springback Results Formingworld
Https Www Journalofbabylon Com Index Php Jubes Article Download 1434 1156

Springback Phenomenon Of U Section Sheet Metal A And H Section Sheet Download Scientific Diagram
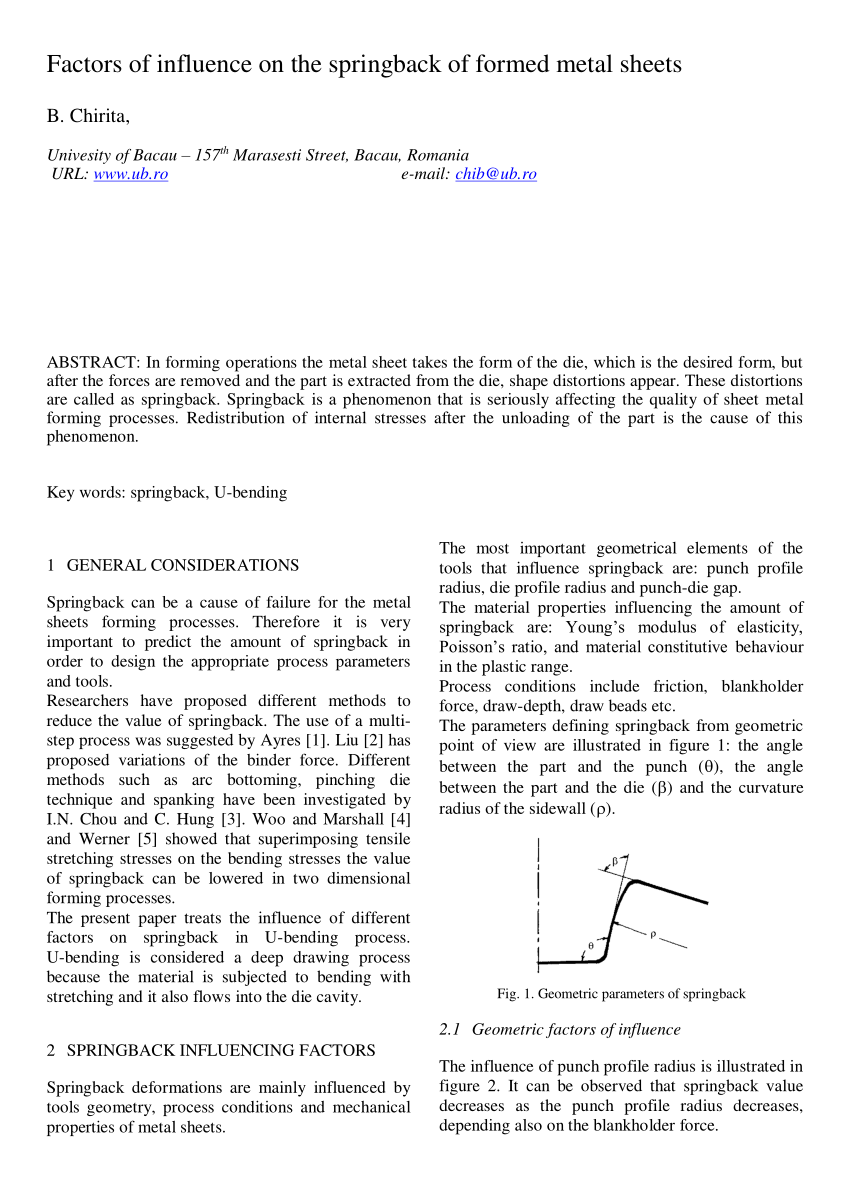
Pdf Factors Of Influence On The Springback Of Formed Metal Sheets
What Is Springback Compensation
Pdf Effect Of Punch Radius And Sheet Thickness On Spring Back In V Die Bending
How Calculate Mitigating Springback Effect In Sheet Metal Stampingsimulation
Pdf An Overview Of The Impacts Of Material Parameters On Springback

Effect Of Punch Profile Radius And Localised Compression On Springback In V Bending Of High Strength Steel And Its Fea Simulation Semantic Scholar

Pdf Effect Of Computational Parameters On Springback Prediction By Numerical Simulation
Materials Free Full Text Improving Prediction Of Springback In Sheet Metal Forming Using Multilayer Perceptron Based Genetic Algorithm Html
Pdf The Experimental Investigation Of Springback In V Bending Using The Flexforming Process
Https Www Graphyonline Com Archives Archivedownload Php Pid Ijmse 121
Sheet Metal Forming

Why My Abaqus Model For Springback Is Like This Image Attached
Pdf Analytical Prediction Of Springback Based On Residual Differential Strain During Sheet Metal Bending

Pdf Springback Compensation Of Sheet Metal Bending Process Based On Doe Ann

Pdf Study On Effects Of Spring Back On Sheet Metal Bending Using Simulation Methods
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcstma L Bevhbpa F H4vb51how0nqlosgwjjyoazxvd4kwtdb7 Usqp Cau

Pdf Compensation Of Springback In Large Sheet Metal Forming
Https Www Mdpi Com 2075 4701 7 9 380 Pdf
Pdf New Method For Springback Compensation For The Stamping Of Sheet Metal Components

Thinning And Spring Back Prediction Of Sheet Metal In The Deep Drawing Process Sciencedirect

Pdf Springback Analysis Of Sheet Metal Laminates After U Bending

How To Compensate For Springback When Bending High Strength Steel Youtube

Finite Element Simulation Of Springback In Sheet Metal Forming Sciencedirect

Pdf Finite Element Analysis Of Springback Of A Sheet Metal In Wipe Bending Process Semantic Scholar
Bending Basics The Hows And Whys Of Springback And Springforward

Investigation On The Influence Of Springback On Precision Of Symmetric Cone Like Parts In Sheet Metal Incremental Forming Process Sciencedirect
Pdf Springback Analysis Of Sheet Metals Regarding Material Hardening

The Illustration Of Spring Back Effect Download Scientific Diagram

Pdf Springback And Residual Stresses After Stretch Bending Of Workhardening Sheet Metal
Pdf Bending Force And Spring Back In V Die Bending Of Perforated Sheet Metal Components
Https Www Sciencedirect Com Science Article Pii S2351978918310527 Pdf Md5 92c2c5b9f2d4500ae7ab50186d3141d3 Pid 1 S2 0 S2351978918310527 Main Pdf
Pdf Springback Reduction In Sheet Metal Bending Process
Effect Of Young S Modulus E On Spring Back Ratio Download Scientific Diagram
Pdf Investigation Of Spring Back And Spring Go Of Aisi 400 S Sheet Metal In V Bending Dies Depending On Bending Angle And Punch Radius
Https Www Nist Gov Document Robustnesspdf

Pdf Experimental Investigation Of Springback In Air Bending Process

Pdf Improvement Of Springback Prediction In Sheet Metal Forming Semantic Scholar

Pdf Die Design Optimization On Sheet Metal Forming With Considering The Phenomenon Of Springback To Improve Product Quality
Pdf Effect Of Die And Punch Radius On Springback Of Stainless Steel Sheet Metal In The Air V Die Bending Process